Tvarové pálení
Výroba přesných tvarových výpalků z plechů LASEREM, PLAZMOU a AUTOGENEM na CNC strojích.
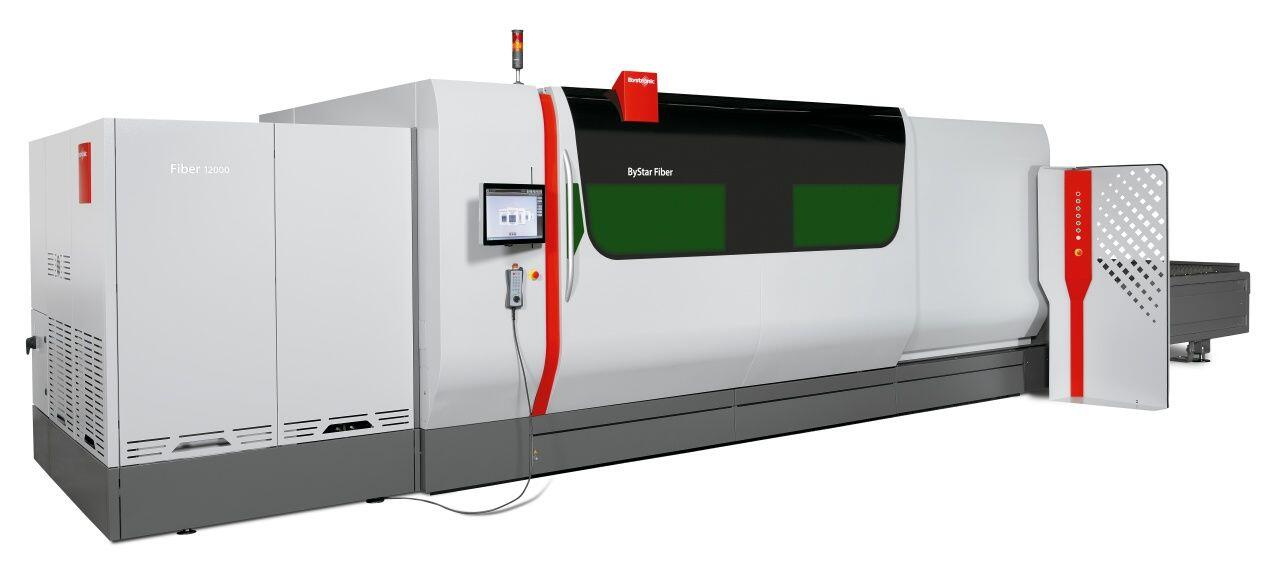
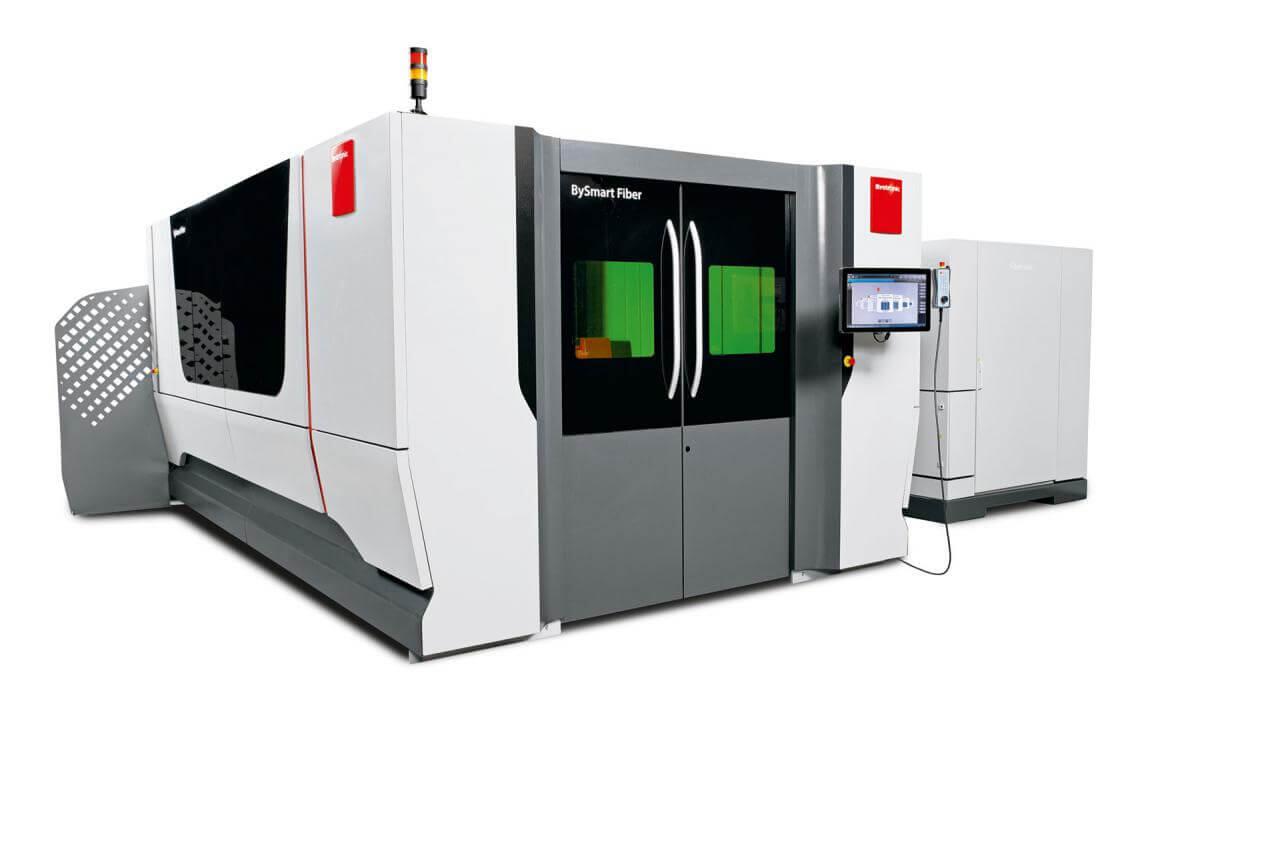
Laserové výpalky
Aktuálně disponujeme dvěma špičkovými stroji Fiber od společnosti BYSTRONIC o výkonech 10kW a 6kW s rozměry pracovních stolů 3 x1,5m.
Zpracovávané materiály
- Konstrukční oceli - max. tl. 25 mm
- Nerezové oceli - max. tl. 25 mm
- Pozink - max. tl. 10 mm
- Otěruvzdorné plechy - max. tl. 20 mm
- Slitiny hliníku - max. tl. 15 mm
- Slitiny mědi - max. tl. 10 mm
Plazmové a autogenní výpalky
K výrobě tvarových výpalků používáme dva stroje společnosti VANAD s pracovními stoly až 10 x 2,5 m a maximální sílou páleného plechu až 200 mm.
Zpracovávané materiály
- Konstrukční oceli - max. tl. 200 mm
- Nerezové oceli - max. tl. 25 mm
- Otěruvzdorné plechy - max. tl. 20 mm


Výchozí materiál pro tvarové výpalky
Ocelové plechy
- DC01, S 235, S 355, S690, S960 atd.
- P 265GH, P 295GH, P355NL atd.
- S355MC, S380MC, S420MC atd.
Nerezové plechy
- 1.4301, 1.4404, 1.4571, dekorované nerezy 1.4301 s folií
Otěruvzdorné plechy
- Hardox, XAR, Diludur, Creusabro
Ocelové plechy se vzory (lístkové, žebrované), pozinkované plechy, hliníkové plechy, plechy ze slitin mědi
Ostatní jakosti materiálů na základě dotazu a zaslané poptávky.
Další operace na tvarových výpalcích
Mimo dodávky tvarových výpalků bez následných operací jsme schopni dále zajistit:
- začišťování hran - hrubé odstranění strusky,
- odstraňování můstků,
- tryskání ocelovým granulátem S11,
- rovnání výpalků (dle dohody - v kooperaci),
- úkosování hran výpalků (úkosy pro svár),
- zhotovení ohybů na ohraňovacím lisu,
- vrtání děr, závitové díry,
- obrábění tvarových výpalků.
Atestace tvarových výpalků, identifikace a balení
Atestace
Na základě požadavku zákazníka jsou tvarové výpalky dodávány s inspekčními certifikáty dle ČSN EN 10204 2.2, 3.1.
Kontrola ultrazvukem
V případě, že zákazník požaduje kontrolu homogenity plechů UZ, provádí se tato operace v areálu naší firmy kvalifikovaným externím pracovníkem (nebo přímo u našeho dodavatele) dle SEL 072/77, ASTM A435, EN 10160 apod.
Identifikace
Identifikace tvarových výpalků (kyslík-propan) se realizuje značením nesmývatelnou barvou (popisovač) jejímž prostřednictvím je na díl vyznačeno jméno zákazníka, číslo dílu, případně další údaje.
Identifikace tvarových výpalků (laser) se realizuje snímatelnými samolepícími štítky.
Balení
Standardní balení spočívá v uložení tvarových výpalků na dřevěné palety a jejich zajištění smršťovací folií nebo ocelovou páskou.
V případě tryskaných tvarových výpalků, laserových výpalků nebo po dohodě se zákazníkem se paleta vždy ošetří smršťovací fólií.
Drobné díly balíme do kartonových krabic. Po dohodě ukládáme do ocelových beden dodaných zákazníkem nebo mohou být zapůjčeny.
Se zbožím odebrané dřevěné palety jsou zpoplatněny. K dispozici jsou v rozměrech 120x80cm a 60x80cm.